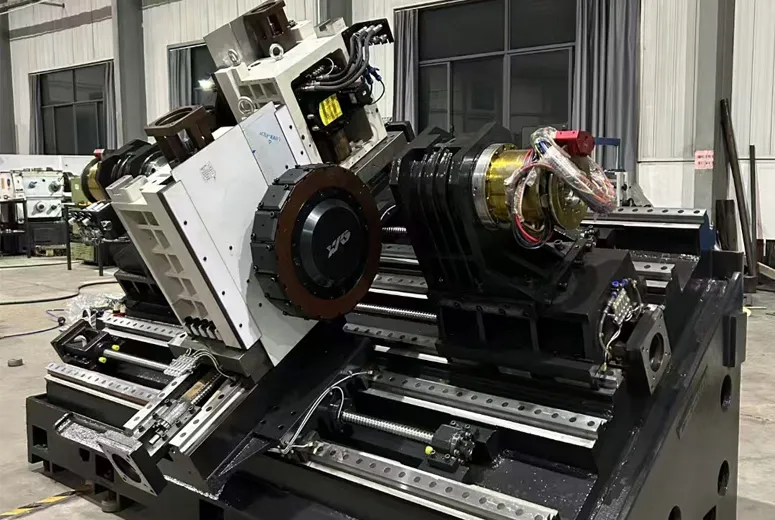
Bentuk struktur dan ciri teknikal komponen utama dan penting
1. Penghantaran menggunakan panduan rolling linear yang diimport dari Taiwan untuk memenuhi keperluan kelajuan dan kecekapan tinggi, mengurangkan rintangan geseran dan ubah bentuk kenaikan suhu, meningkatkan ketepatan pemesinan, dan memastikan kestabilan jangka panjang ketepatan pemotongan.
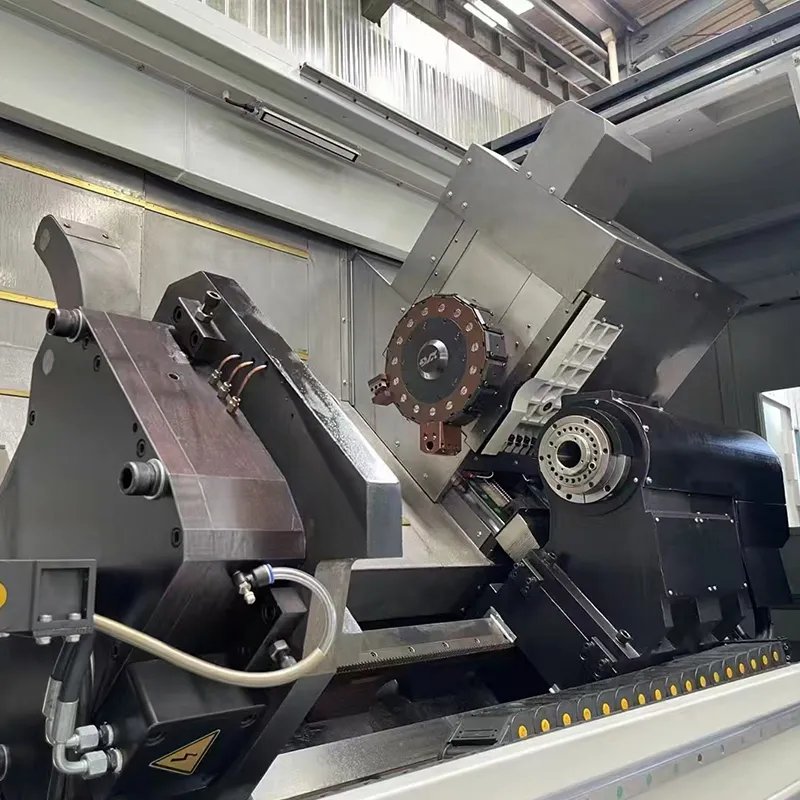
2. Pelarik CNC katil condong menggunakan pemegang alat servo servo hidraulik mendatar ketegaran tinggi yang dikeluarkan dalam negara atau diimport, dengan ketepatan kedudukan yang tinggi, kelajuan menukar alat yang pantas berdekatan, dan ubah bentuk pemotongan semula yang kecil.
3. Konfigurasi standard: peraturan kelajuan tanpa langkah gelendong, chuck hidraulik, tailstock hidraulik, pemegang alat lapan stesen mendatar, perlindungan tertutup.
4. Pelarik CNC katil condong menggunakan struktur katil condong keseluruhan 45 darjah, yang boleh mengekalkan kestabilan ketepatan mesin semasa pemotongan berat.
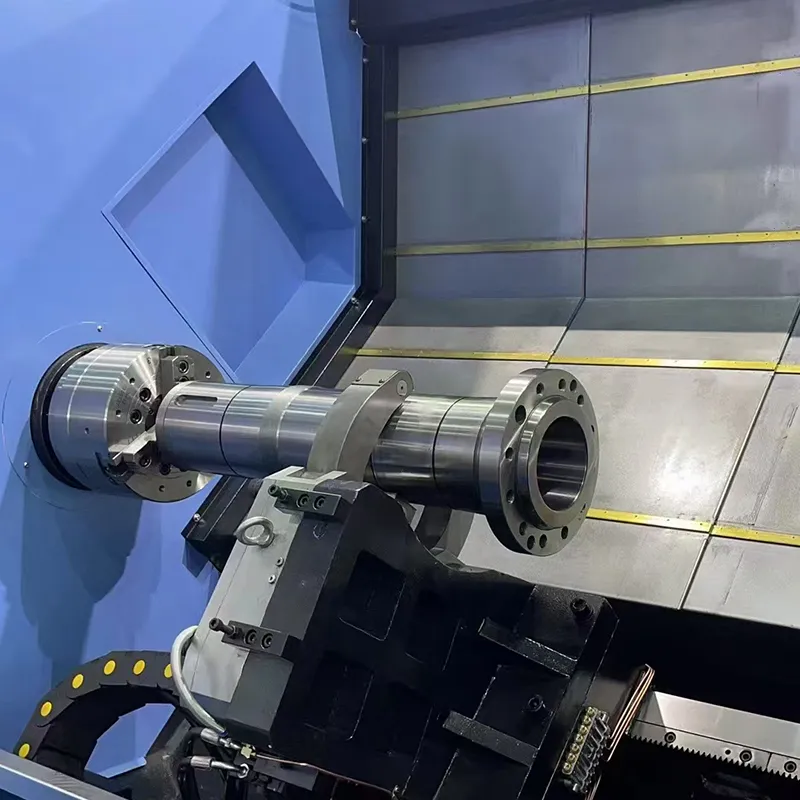
5. Motor servo paksi X dan Z disambungkan terus kepada skru bola ketepatan melalui gandingan elastik, dengan ketepatan tinggi. Kedua-dua hujung skru dibetulkan, yang meningkatkan kekukuhan sokongan tempat duduk sokongan dan meminimumkan pusingan dan ubah bentuk skru yang disebabkan oleh kedudukan berkelajuan tinggi yang kerap dan pemotongan semula. Galas diperbuat daripada skru domestik berkualiti tinggi khas 60 darjah hubungan sudut berpasangan galas ketepatan, yang berkelajuan tinggi dan berketepatan tinggi.
6. Ketepatan tinggi, ketegaran tinggi, stok ekor hidraulik terbina dalam, penguncian hidraulik automatik.
7. Apabila mereka bentuk pelarik CNC katil, galas kotak gelendong menggunakan galas roller silinder dua baris dengan ketegaran yang tinggi, dan langkah-langkah yang sepadan diambil untuk mengurangkan ubah bentuk haba gelendong untuk pelesapan haba, supaya dapat mengekalkan kestabilan relatif paksi gelendong semasa operasi jangka panjang.
8. Pelarik CNC katil condong menggunakan perlindungan rel panduan penuh, dan kotak penyejuk dan penghantar cip diasingkan daripada enjin utama untuk memastikan ketepatan alat mesin tidak terjejas oleh pemotongan haba.
9. Kabinet unit elektrik alat mesin mempunyai pengedap yang baik dan dilengkapi dengan suis udara sejuk kabinet elektrik, memastikan operasi normal sistem CNC dalam persekitaran suhu tinggi dan kelembapan tinggi alat mesin.
10. Alat mesin memberi perhatian kepada reka bentuk teknologi kelebihan, memastikan perlindungan yang boleh dipercayai. Apabila dikenakan pemotongan kuat dan penyemburan tekanan tinggi penyejuk, tiada pemfailan besi atau bahan penyejuk yang terpercik dan bocor di luar alat mesin.
11. Pengapit chuck hidraulik, melonggarkan, dan sambungan lengan tailstock boleh dikawal dengan pedal kaki sebagai tambahan kepada kawalan program, yang mudah dan pantas.
12. Pelarasan tekanan hidraulik menggunakan operasi berputar jenis panel, dengan paparan dail, memastikan pelarasan selamat dan mudah.


| projek | unit | parameter |
| Diameter putaran maksimum katil | mm | F520 |
| Diameter putaran maksimum pada papan selaju | mm | F350 |
| Panjang pemprosesan maksimum | mm | 1000 |
| Jenis kepala gelendong | GB59001 | A2-8 |
| Spindle melalui diameter lubang | mm | F82 |
| Kelajuan gelendong | rpm | 50-2200 |
| Kuasa motor utama (servo) | kw | 15 |
| Saiz collet/saiz Chuck | lnch | Chuck hidraulik 10" |
| Diameter lengan stok ekor/lejang | mm | F100/120 |
| Tirus lubang lengan stok ekor | Mohs No. 5 | |
| Perjalanan arah X | mm | 300 |
| Perjalanan arah Z | mm | 1000 |
| X/Z kelajuan ke hadapan pantas | m/min | 15/15 |
| Borang pemegang alatan | Pemegang alat servo hidraulik 12 stesen Tailian | |
| Saiz alat | mm | 25*25 |
| Spesifikasi jenis tali pinggang V pemacu utama | mm | bentuk V |
| Dimensi keseluruhan (panjang*lebar*tinggi) | mm | 3600*1800*2200 |
| berat badan | kg | 5400 (termasuk mesin penyusunan pin) |
| nombor siri | Nama | model | Pengilang atau pembekal | kuantiti | Teguran |
| 1 | sistem CNC | Sistem Guangshu 980TC3 | Guangshu | 1 set | |
| 2 | Motor utama | 15KW | alfa | ||
| 3 | Motor paksi X (dengan brek) | 130ST11N | Guangshu | ||
| 4 | Motor paksi Z | 130ST11N | Guangshu | ||
| 5 | Galas gelendong | NN3024K P4 | Tianjiu | 1 kumpulan | |
| 6 | 7020 B DB P4 | Tianjiu | |||
| 7 | NN3022K P4 | Tianjiu | |||
| 8 | gris gelendong | Import (Jerman) | |||
| 9 | Panduan linear | Dari 45 X 35 | Perak Taiwan (Roller) | 1 set | |
| 10 | skru bola | Daripada 4012 X4012 | Jenama Taiwan | 1 set | |
| 11 | Unit pelinciran | Guangzhou Dingrun | 1 set | ||
| 12 | Chuck hidraulik | 10 inci (Zhongshi) | Changzhou Bedford | ||
| 13 | Unit hidraulik | Jiahua CNC | 1 set | ||
| 14 | mesin menyusun pin | Jenis plat rantai | Cangzhou | 1 set | |
| 15 | Pemegang alat berkuasa | SLT-80-12T servo lapan stesen | Jenama Taiwan (Dalam Talian) | 1 keping | |
| 16 | pam penyejuk | 0.55KW | Beijing bersumpah | 1 keping |
Ketepatan alatan mesin hendaklah mematuhi standard GB/T16462-2007 untuk ujian ketepatan mesin pelarik mendatar CNC
| Barangan pemeriksaan | standard kilang | |
| Ketepatan pemprosesan | IT6 | |
| Memproses kebulatan bahan kerja | 0.005mm/Ф75 | |
| Pemesinan silinder bahan kerja | 0.010mm / 150mm | |
| Kerataan bahan kerja pemesinan | 0.010mm/Ф200mm | |
| Kekasaran permukaan bahan kerja dimesin | Matahari1.25μm | |
| Ketepatan kedudukan | paksi X | 0.01mm |
| paksi Z | 0.012mm | |
| Penyasaran pendua | paksi X | 0.004mm |
| Ketepatan | paksi Z | 0.004mm |
| nombor siri | Nama lampiran | Spesifikasi model | kuantiti | Teguran |
| 1 | Besi tapak kaki | 1 set | Kilang kami | |
| 2 | Memusing pemegang alat | Blok penekan pisau luar 25X25 | 5 set | Kilang kami |
| Pemegang alat akhir 25X25 | 1 | Kilang kami | ||
| Pemegang alat yang membosankan φ40 | 3 | Kilang kami | ||
| Pemegang pisau f32, f25, f20 | 1 setiap satu | Kilang kami | ||
| 3 | Kotak penyejuk cip | 1 set | Dalam negeri | |
| 4 | Peringkat ekor hidraulik | 1 set | Kilang kami |
1. Manual Pengendalian Alat Mesin 2, Manual Pengendalian Sistem CNC
3. Manual Penyelenggaraan Sistem CNC 4, Gambarajah Skema Hidraulik
5. Gambarajah skematik elektrik, gambarajah pendawaian, gambarajah tangga, jadual tetapan parameter
6. Sijil Pemeriksaan Ketepatan Alat Mesin
7. Manual chuck hidraulik 8, manual pemegang alat turet
1. GB/T16462_1996 Pemeriksaan Ketepatan Pelarik Mendatar CNC;
2. JB/T4368.3_96 Keadaan Teknikal untuk Mesin Larik Mendatar CNC;
3. GB9061_88 Syarat Teknikal Am untuk Alat Mesin Pemotong Logam;
4. ZBnJ50008.1-88 Syarat Teknikal Am untuk Pemprosesan Mekanikal Alat Mesin Pemotong Logam